プレス加工とは?種類や作業方法などの基本的な知識を解説!
2019.08.31
プレス加工は自動車やパソコンなど身近な製品の部品の加工に使われ、大量生産に向いた加工方法です。ただし、金属などの材料を大きな力で押し当てる加工方法のため、労働災害を招かないように安全対策をとることが大切です。プレス加工とは何か、プレス加工のメリットやデメリットから特徴を見ていくとともに、加工方法の種類などについても解説していきます。
プレス加工とは?
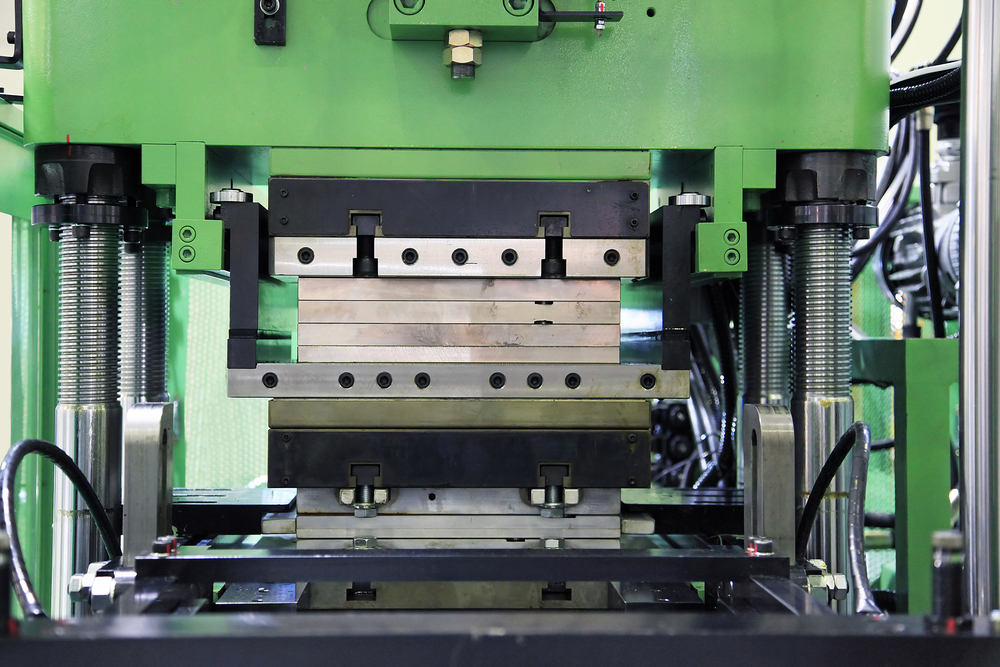
プレス加工とは材料を強い力で押し付けて変形させる加工方法。プレス加工の主な被加工材は、鉄やステンレス、アルミニウム、チタン、銅、マグネシウムといった金属です。プレス加工は、プレス機械に上下で対となる金型を取り付けた後、金属板を挟んで大きな圧力をかけることで、金型の形に変形させる加工方法です。プレス加工では、製品ごとの形状に合わせた金型を製作して使用します。プレス加工には製品の形状ごとに金型が必要ですが、金型を製作すれば、大量生産が容易にできるのが特徴です。
プレス加工には、せん断加工や曲げ加工、絞り加工、成形加工、圧縮加工といった種類の加工方法があります。
プレス加工のメリットとデメリット
プレス加工は精度高い製品を大量生産しやすい点がメリットですが、製品の形状ごとに金型が必要であり、金型の製作には技術を要します。
メリットは、精度の高い製品を大量生産できること
プレス加工は、金型に合わせて短時間で多くの材料を加工できることが特徴です。製品の形状ごとに金型が必要ですが、金型に合わせて均一で精度の高い製品を大量生産することが可能です。プレス加工の作業は、加工方法の種類による違いはありますが、熟練の技術を必要とせず、初心者が作業を行っても同じ製品を作ることができます。プレス加工は、プレス機械の金型の決まった位置に合わせて、材料をセットすれば加工できるため、自動化しやすい加工方法でもあります。また、プレス加工は加工費用を抑えられる加工方法です。
プレス加工は、継ぎ目のない三次元の複雑な形状への加工も可能。金属の細い筋状の組織が切れない加工方法のため、軽量で強度が強いというメリットもあります。
デメリットは、製品ごとに精度の高い金型が必要なこと
プレス加工は製品の形状ごとに金型を製作する必要あり、金型の製作には費用と時間がかかります。そのため、生産数が少ない製品の場合、1個あたりの金型の償却費用が高くなります。また、プレス加工による製品の精度は金型にかかっているため、金型の製作には技術が必要であり、精度が高い金型を製作するためには高価な機械が不可欠です。
プレス加工は、騒音と振動を伴うこともデメリット。プレス加工の作業中に、金属と金型の間に手を入れてしまうと危険なため、安全対策を行うことが求められます。
プレス加工で生産される製品は?
プレス加工は、生活に関わる多くの工業製品の製造に幅広く用いられています。プレス加工が用いられる製品の例を挙げていきます。
自動車部品
プレス加工で製造されるものとしてまず挙げられるのは、自動車部品です。プレス加工で製造されるものの3分の2以上が自動車部品といわれています。自動車のドアやボンネットなどの骨格を構成する部品をはじめ、サスペンションやステアリング、モーターなどにもプレス加工された部品が使われています。
家庭用電化製品
家庭用電化製品にも様々な部品でプレス加工が用いられています。たとえば、パソコンや携帯電話などの半導体用リードフレームはプレス加工品です。洗濯機や冷蔵庫、エアコンはボディにプレス加工が用いられているほか、コンプレッサーにもプレス加工が使われています。
プレス加工の加工方法の種類

プレス加工には、被加工材を分離させる「せん断加工」、板材を変形させる「曲げ加工」と「絞り加工」、「成形加工」、ブロック材を変形させる「圧縮加工」という種類があります。「せん断加工」と「曲げ加工」と「絞り加工」、「成形加工」は金属の被加工材を引っ張ったときの伸びる力を利用する加工方法です。一方、「圧縮加工」は金属の被加工材を圧縮したときに、変形したまま元に戻らない性質を利用したもの。プレス加工は製品の形状によって、複数の加工方法が組み合わされることが多いです。
せん断加工
被加工材を完全に分離させるせん断加工には、被加工材を1本の線で切り離す「切断」以外にも種類があります。「外形抜き」と「穴抜き」はいずれも被加工材に穴をあける加工法です。金型の下部のダイを通過した外側が製品になる場合は「外形抜き」、ダイの上に残った部分が製品になる場合は「穴抜き」と呼ばれています。「切欠き」は被加工材の一部だけを切り取る加工方法です。「トリミング」は加工後の縁の部分の形状が不規則な場合に、抜き直して正しい形状に整える加工方法をいいます。
曲げ加工
曲げ加工曲げ加工は金型によって板状の被加工材の一方を固定して、回転力を加えることで金型の形状に変形させる加工方法です。曲げ加工には形状による種類があります
「V曲げ」は金型の上部のパンチと下部のダイがV形の形状で、間に被加工材を挟んで押し当てることでV形に加工します。「V曲げ」は90度に加工されるケースが多いです。「U曲げ」も2箇所を一度に曲げて、Uの形状に近い形に加工するものですが、実際はコの形に近い形状に加工するケースが多くを占めます。「L曲げ」は1箇所を上向き、あるいは下向きに曲げる加工方法です。「Z曲げ」は2箇所を上向きと下向きに曲げる方法のため、「L曲げ」に比べて精度が劣る面があります。
絞り加工
絞り加工は、板状の被加工材をパンチやダイの形状に沿って、継ぎ目のない容器状の製品にする加工方法です。成形する形状のダイの上に被加工材をセットし、シワの発生を抑えるブランクホルダーの上からパンチを押し当てた後、パンチを被加工材に接触させて成形します。
「円筒絞り」は絞り加工の基本ともいえる加工方法で、円板を円筒状に加工します。「円筒絞り」は全体を均一な条件で加工していくため、作業が容易です。「角筒絞り」も文字通り角筒の形に加工するものですが、直線部分とコーナー部分があるため、難易度が高い囲う方法となります。また、円筒やと角筒以外の形状に加工する場合は「異形絞り」と呼ばれています。
成形加工
成形加工は曲げ加工や絞り加工と類似する加工方法です。曲げ加工との違いは、曲げ加工は被加工材を直線に加工するのに対して、成形加工では曲線に加工します。また、絞り加工では垂直面があるのに対して、成形加工では垂直となっている部分がなく、金型から浮いた状態で加工をするケースが多く、難易度の高い加工方法です。
圧縮加工
圧縮加工は被加工材を圧縮させて変形させる加工方法で、断面形状も変形させることが多いことも特徴です。圧縮加工は鍛造に分類されることもあり、プレス機械と金型を用いて常温で加工する冷間鍛造は圧縮加工としてプレス加工にも含まれますが、熱とハンマーを利用する熱間鍛造はプレス加工に含まないのが一般的です。
圧縮加工には種類があり、「押し出し加工」は棒状の被加工材を縦方向に押し込み、断面形状を変形させる加工方法です。「押し出し加工」のうち、パンチで押し出された被加工材が、ダイの穴を通って押し出されるのは「前方押し出し」といいます。被加工材がパンチで押されると、パンチとダイの隙間で筒状になるのは「後方押し出し」です。また、両者を組み合わせた「複合押し出し」という加工方法もあります。
「すえ込み」は棒状の被加工材の断面の一部分を大きくする加工方法です。「コイニング」は、金型の表面に掘った図柄を被加工材に転写する加工方法や、板状の被加工材の一部分を薄くする加工方法などをいいます。「しごき加工」は絞り加工の後工程に用いられる加工方法で、絞り加工によって容器状に加工された側壁部をより薄く加工していくもの。薄くて深い容器を製造することきに用いられています。「ならし加工」は反りがある被加工材を平らにする加工方法です。
プレス加工の金型の役割と特徴
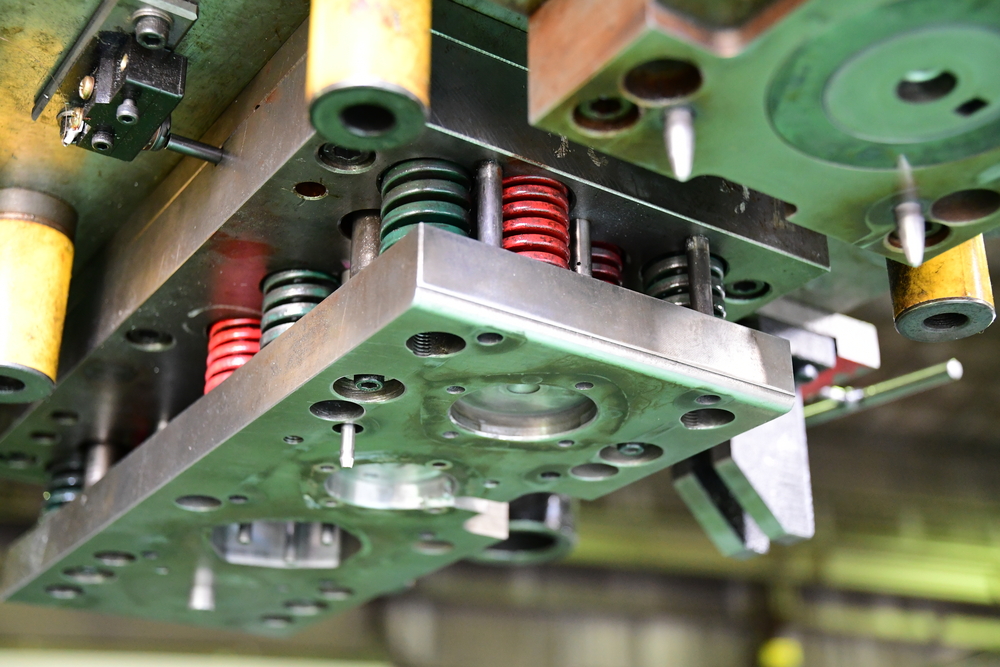
プレス加工の技術の7割は金型で決まるといわれるほど、プレス加工において金型は製品の精度を左右します。プレス加工における金型の役割や特徴についてまとめました。
金型は製品や加工工程ごとに必要
プレス加工は、基本的に金型の形状や寸法に合った形で加工が行われていきます。そのため、精度の高い金型があれば精度の高い製品ができますが、金型の精度が低ければ、製品の精度も劣ります。また、製品の加工工程ごとに専用の金型が必要です。無理のある加工を行うと金属板が割れたり、切れたりしてしまうため、プレス加工は多くの工程に分けて行われます。そのため、プレス加工では多くの金型が必要になります。
金型製作には多くの費用と時間、高度な機械が必要
金型は製品ごとに専用のものを設計することに加えて、複雑な形状のものが多く、製作には多くの費用と時間がかかります。金型の製作には高精度の機械が必要であり、製作に携わる技術者には専門知識やスキルが求められます。
プレス加工の金型による加工方法の種類

プレス加工で用いられる金型や加工方法は、単発型と順送型、トランスファー型という種類に分類できます。
単発型
単発型は一つの加工工程にのみ用いられるシンプルな金型で、単発プレスに人の手によって材料をセットして加工します。単発型には、打抜き型や曲げ型、成形型、絞り型といった種類の金型があります。金型の製作にかかるコストは抑えられますが、人の手によって加工工程ごとに材料をセットしていく必要があるため、生産性は悪いです。単発型は主に生産数量が少ないときに用いられます。
順送型
順送型は複数の工程の加工を自動でできる順送プレスで用いられる金型です。つながった状態のままの材料が自動的に搬送されて加工されていきます。金型のコストは高くなりますが、生産性が高いため、製品のコストは抑えられます。順送型は大量生産を行う製品に向いている金型です。ただし、大型の製品の加工に使用する、順送型の金型の製作は難しいといわれています。また、工程数が増えるほど金型が複雑になるため、一般的には6~8工程が限度とされています。
トランスファー型
トランスファー金型は単発金型を複数の工程順に並べたもので、トランスファープレスで用いられる金型です。プレス加工のほとんどの種類の加工方法に対応でき、10工程を超える加工を行うことも可能です。はじめに材料を製品単位のサイズに切り離した後、製品送り用のフィンガーで次の工程に送られます。金型自体は単発型と同じですので安価ですが、自動で順送りするための搬送機能が必要になるため、製作費用がかかります。
プレス加工による生産の工程
プレス加工での生産は、初めて作る製品の場合、顧客へ見積もりを提出して受注が決まると、金型を製作することからスタートします。プレス加工による生産の流れを解説していきます。
金型の製作
金型はプレス加工を行う企業が自社で製作するケースが多くを占めますが、金型製作を請け負う専門メーカーに発注するケースもあります。金型の製作はまず、設計を行い、図面に基づいて機械加工や仕上げ、組み立てが行われ、金型が製作されます。そして、試し加工を行ってサンプルを作製し、不具合があれば調整します。この後、実際にプレス加工部門で実際に生産するプレス機械を使用して、量産するときと同条件の加工速度で試し加工を実施し、量産トライによるサンプルに問題がなければ、金型は完成です。
プレス加工
<材料の手配>
製品に必要な材質、板厚、材料幅の被加工材を材料メーカーに発注します。
<段取り>
作業内容を整理し、製品図面や作業指示書、品質に関する書類などを確認。金型の取付け用の工具や測定用の工具など、加工作業に必要な工具を準備します。そして、使用するプレス機械を点検し、金型を取り付けます。でき上がった製品を入れる容器やスクラップ装置の準備も行います。
<サンプルの作製・検査>
実際に製品をプレス加工して、検査用のサンプルを作製。品質管理基準に基づいて初品検査を実施します。
<本生産>
作業標準に基づいて製品をプレス加工します。
<製品検査>
製品開始後は、中間検査と終了時検査を実施します。中間検査は生産の途中で実施するもので、サンプルとなる製品を抜き出して検査します。サンプルが検査に合格した場合は生産を続行しますが、決められた規格を満たしていない場合には作業を中止します。終了時検査は、製品の最後に生産した製品をサンプルとして検査を実施するものです。万が一、終了時検査で不合格となった場合には、全製品の検査を行います。また、生産の終了時にはロットごとにサンプルの検査を実施します。いずれの検査でも、不合格となった場合には再発防止策の検討が必要です。
<後始末>
製品は決められた場所に運び、後工程に回します。金型はプレス機械から外して保管場所に収納。スクラップの片付けやプレス機械の掃除を行います。
プレス加工には安全対策が必要
プレス加工は金属などの被加工材に、プレス機械で大きな力を押し当てて加工します。そのため、プレス機械に手を挟んでしまうと危険なため、十分な安全対策を実施することが求められています。
プレス加工の法律上の安全対策
プレス加工の作業の安全を確保するために、労働安全衛生法や労働安全衛生規則で、事業者に義務付けられていることがあります。
労働基準監督署などへの届出
プレス機械の設置や移転を行った際には労働基準監督署に届けをし、安全性の確認や指導を受けることが義務付けられているなど、行政への届出が必要です。
安全教育
プレス機械を初めて扱う人には、プレス機械や作業手順、安全装置などに関する安全教育を実施することが義務付けられています。また、金型交換や調整作業を行う人に対して、特別教育を実施することが必要です。
プレス機械作業主任者制度
プレス機械を5台以上設置する事業所では、プレス機械作業主任者を選任することが義務付けられています。プレス機械作業主任者になれるのは、プレス機械による作業に5年以上従事したことがある実務経験者などで、プレス機械作業主任者技能講習を修了した人です。プレス機械作業主任技能講習の講習科目は、「作業に係る機械、その安全装置等の種類、構造及び機能に関する知識」と「作業に係る機械、その安全装置等の保守点検に関する知識」、「作業の方法に関する知識」、「関係法令」です。講習の後、修了試験が実施され、合格者には顔写真入りの「労働安全衛生法による技能講習修了証」が交付されます。
プレス機械作業主任者には5つの役割があります。1つ目はプレス機械や安全装置の点検と安全装置の検討。始業点検のチェック項目を定めるとともに、チェック項目に基づいた点検が実施されているか確認を行います。また、プレス機械作業主任者自身が1ヶ月に1度以上の頻度で点検を行うことが必要です。点検を実施した際には、記録に残しておきます。2つ目はプレス機械や安全装置の異常時の対応で、故障などの異常があった際には作業者から直ちに報告を受けて、適正な措置をとります。3つ目は切り替えキーがある場合のキーの保管。4つ目は金型の交換や調整作業を直接、指揮すること。5つ目は作業者への監督や指導です。
作業開始前の点検
プレス機械や安全装置を毎日、担当者が作業開始前に点検することが義務付けられています。プレス機械や安全装置の不具合を事故が発生する前に把握し、必要な措置を講じるためには、日々の点検が欠かせません。
特定自主検査
登録検査業者などによる特定自主検査を1年に1回以上実施することが義務付けられています。特定自主検査に合格すると検査済みのシールが貼付されます。特定自主検査に合格していないプレス機械を使用することはできません。
プレス作業による危険の防止
プレス機械や電気などによる危険を防止するため、プレス作業者に対して、適切な安全措置を講ずることが義務付けられています。作業者が危険区域に入らないような対策が必要です。
プレス加工の安全対策の考え方
プレス加工の作業においては、本質安全化を図ることが必要です。具体的にはプレス機械の金型の中に、作業者の手を入れない「ノーハンド・イン・ダイ」による作業が理想的です。プレス機械の金型の中に手を入れて作業する必要がある場合は、プレス機械のスイッチが入っている状態のときに、危険区域に手が入っている場合には作動しない安全装置による対策をとります。安全プレスとは、安全装置が組み込まれたプレス機械のことです。昨今では自動化が進んでいるため、金型の中に手を入れる作業を行うケースは減って来ました。
手作業によってプレス加工を行う場合には、安全装置に加えてほかの安全対策も取り入れることが必要です。金型の中に手を入れて行う作業が発生する場合には、安全手工具を使うことでリスクを抑えられます。安全手工具には、被加工材を掴むピンセットやプライヤーのほか、被加工材を吸盤で吸いつける真空カップ、被加工材を磁力で吸いつけるマグネット工具といったものがあります。また、金型の安全対策では、手を挟みにくい形状にする、金型の角を面取りするといった方法が挙げられます。
「金属プレス加工技能士」とは?

金属プレス加工技能士は、プレス加工の業務に携わるために必須とされる資格ではありません。しかし、多くの企業では、「ものづくりに携わる企業として、品質が確かな製品を提供していきたい」、「高品質な製品の提供が営業に結びつく」、「加工技術の向上を図る経営理念に合致する」といった理由で受検を奨励しています。また、1級金属プレス加工技能士の取得は、正しい安全点検の手順を身につける機会にもなります。
「金属プレス加工技能士」とは何か、概要や取得の方法について解説していきます。
「金属プレス加工技能士」は技能検定の一つ
金属プレス加工技能士は、国家検定制度である技能検定の一つ。技能検定は130職種を対象に技能の技術レベルを評価するもので、1~3級、特級が設けられていますがありますが、設置されている級は職種や作業によります。級ごとに実施される学科試験と実技試験の両方に合格することで、「〇級○○技能士」と名乗ることが可能です。試験日程には前期試験と後期試験があり、職種によって実施時期が異なります。試験日程が発表されるのは前年度の3月上旬です。
「金属プレス加工技能士」で設けられている級
金属プレス加工技能士は、プレス機械で金属薄板を加工する技能や知識を図るものです。金属プレス加工技能士で設定されている作業は金属プレス作業のみで、特級、1級、2級が設けられています。特級は管理者または監督者、1級は上級技能者、2級は中級技能者として、それぞれ必要とされる技能レベルを習得しているか問われます。
平成31年度(令和元年度)は、前期に1・2級の試験が実施され、後期に特級の試験が行われます。
「金属プレス加工技能士」の受検資格は?
技能検定には受検資格が設けられています。金属プレス加工技能士の場合、金属プレス作業の実務経験が2級は2年以上、1級は7年以上必要です。ただし、学歴や職業訓練の受講によって短縮されます。1級は2級合格後2年の実務経験で受験することも可能です。また、1・2級ともに特別教育の修了が必要です。特級は1級に合格後、5年以上の実務経験を経て受検が可能となります。
「金属プレス加工技能士」の試験内容
金属プレス加工技能士の1級と2級の学科試験は「金属プレス加工法」、「材料」、「材料試験」、「材料力学」、「機械工作法」、「油圧及び空気圧」、「製図」、「電気」、「安全衛生」です。特級の学科試験は、「工程管理」と「作業管理」、「品質管理」、「原価管理」、「安全衛生管理及び環境の保全」、「作業指導」、「設備管理」、「金属プレス加工に関する現場技術」となっています。
実技試験は、1級と2級は製作等作業試験と計画立案等作業試験が実施されます。平成31年度の前期試験では、1級の製作等作業試験は「厚さ0.5mm のSPCC-SDから、はさみでブランクを切り取った後、能力400~1000kNのパワープレスで決められた絞り型を使用して、正八角形のフランジの絞り製品を製作する」という内容です。1級の計画立案等作業試験は「複雑な加工段取り、ブランク取り、プレス機会のの点検・整備等でした。。2級の製作等作業試験は、材料や使用するパワープレスは1級と同様で、「丸型のフランジの絞り製品の製作」を行いました。2級の計画立案等作業試験は「加工段取り、ブランク取り、プレス機械の点検・整備等」でした。
特級の実技試験は計画立案等作業試験のみです。令和元年度の後期試験では、「工程管理、作業管理、品質管理、原価管理、安全衛生管理、作業指導及び設備管理」が問われます。
試験は100点満点で、学科試験は65点以上、実技試験は60点以上で合格となります。
「金属プレス加工技能士」の資格を取得するには
では、金属プレス加工技能士の資格を取得するにあたって、どのように対策を行えばよいのでしょうか。金属プレス加工技能士の資格取得を奨励するため、社内研修を実施している企業は少なくありません。実技に関しては日常業務の中で基本的な技術指導を実施する企業が多く、就業時間外に上司などの有資格者が技能検定に向けた訓練を実施するところもあります。グループ企業や取引先企業の講習会に従業員を参加させる企業も多いです。実技試験に対応できる種類の機械を設置していない企業では、協力関係に企業などに協力を要請し、実技試験に向けた練習を行う機会を設けているケースも見られます。学科試験に関しても、有資格者が講習を開いている企業も少なからずあります。
このほか、都道府県の金属プレス工業会主催の講習会に参加する方法もあります。学科試験は市販のテキストや過去問題を使って勉強することができます。
まとめ
プレス加工による作業は、機械の導入と加工する製品の形状に合わせた金型の製作が必要ですが、金型があれば大量生産が容易にできることが魅力です。ただし、プレス加工による労働災害が起きないように十分な安全対策をとることが大切です。
作業服、ユニフォームを買うならWAWAWORK(ワワワーク)
WAWAWORK(ワワワーク)は、日本最大級の作業服の通販サイトです。
WAWAWORK(ワワワーク)では、オシャレでかっこいい最新の作業服・作業着・ワークウェアから、機能的で便利な定番のワークアイテムまで、幅広い品揃えの商品を激安特価でご提供しているほか、刺繍やオリジナルロゴ入り等のカスタムも対応しております。
作業着、ユニフォームをお探しであれば、通販サイトWOWOWORK(ワワワーク)をぜひご覧ください。webサイト:https://wawawork.work/